

文章详情
发格光栅尺寻找零点的几种方式
日期:2024-09-13 22:35
浏览次数:1537
摘要:
机床零点是机床坐标系的设计原点,它的位置是由制造厂家确定的,机床零点不仅是在机床上建立工件坐标系的基准点, 还是机床调试和加工时的基准点. 通常车床的机床原点设正在卡盘端面与主轴中心线交点处,而铣床的机床原点则设在机床X、Y、Z三根轴正方向的运动极限位置。机床安装光栅尺后, 寻找机床零点的过程就是要确定光栅尺零点的位置. 发格光栅尺有下列4类型的寻零方式.
1.增量式零点, 光栅尺每隔50mm有一个零参考点。在普通机床上寻找机床零点时,需在光栅尺零点位外壳上贴一个标记...
机床零点是机床坐标系的设计原点,它的位置是由制造厂家确定的,机床零点不仅是在机床上建立工件坐标系的基准点, 还是机床调试和加工时的基准点. 通常车床的机床原点设正在卡盘端面与主轴中心线交点处,而铣床的机床原点则设在机床X、Y、Z三根轴正方向的运动极限位置。机床安装光栅尺后, 寻找机床零点的过程就是要确定光栅尺零点的位置. 发格光栅尺有下列4类型的寻零方式.

1.增量式零点, 光栅尺每隔50mm有一个零参考点。在普通机床上寻找机床零点时,需在光栅尺零点位外壳上贴一个标记,以便手动寻找零点时参考。在数控机床上寻找机床零点时,需在机床零点位置前装一个信号开关,当机床寻零点时碰到该开关后,会减速直到找到该零点.
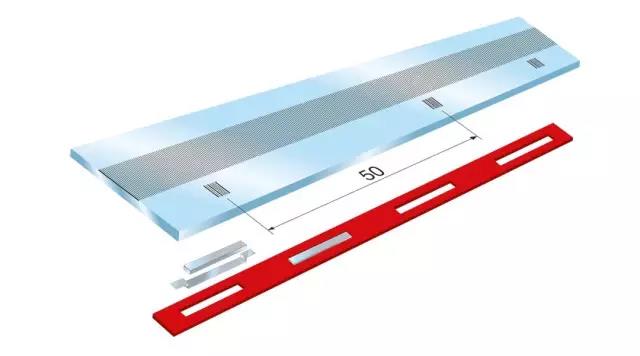
2.增量式可选零点, 该方式是通过改变小磁条的位置来确定一个或多个机床零参考点,而忽略其它零参考点,该方式不需在光栅尺外部零点附近安装寻零信号开关.
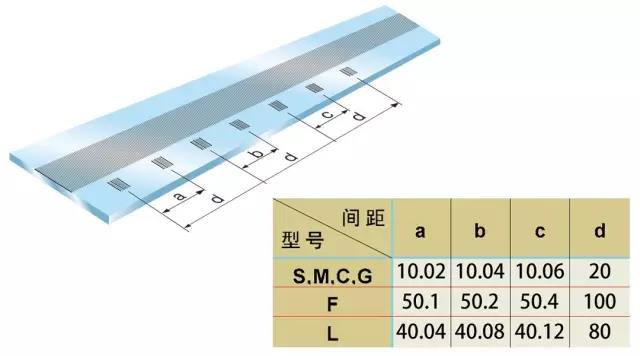
3. 距离编码式零点, 该方式采用一种特殊的数学计算方法,一个零参考点相对下一个零参考点的位置距离是不同的,当动尺沿着轴方向移动通过2个连续的零参考点就可以确定机床零点的位置,该方式的优点是只需移动非常短的距离(3米以内的尺移动超过20mm, 3米以上的尺移动超过80mm/100mm)就可确定机床零点的位置,该方式大大节约了寻零时间,特别是大机床或该轴有障碍不能回机床零点时显得尤其重要.
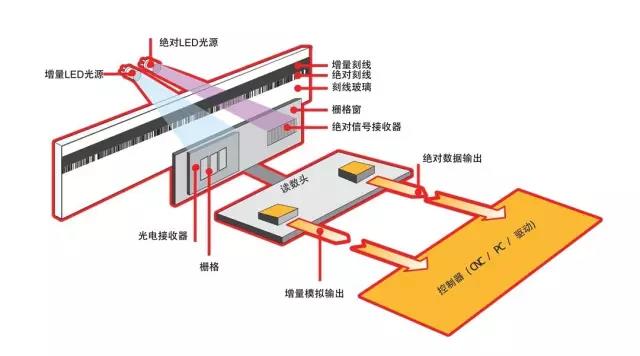
4.绝对式零点, 该方式采用一种特殊的二进制编码计算方法,开机就可确定机床零点的位置,而不需要象增量式光栅尺必须进行回零移动操作。
发格自动化目前可生产绝对式光栅尺,长度可达50米.